
-
TIG溶接 やり方 コツ
TIG溶接のやり方、コツが分からない方はまずはこの溶接協会の動画をご覧ください。↓
この動画はとにかく溶接の本に書いてあることを基本に忠実に分かりやすく解説してくれています。
この動画でよく見てほしいところはトーチ角度、溶接ワイヤーを挿入する角度、ワイヤーの送り方です。
トーチ角度
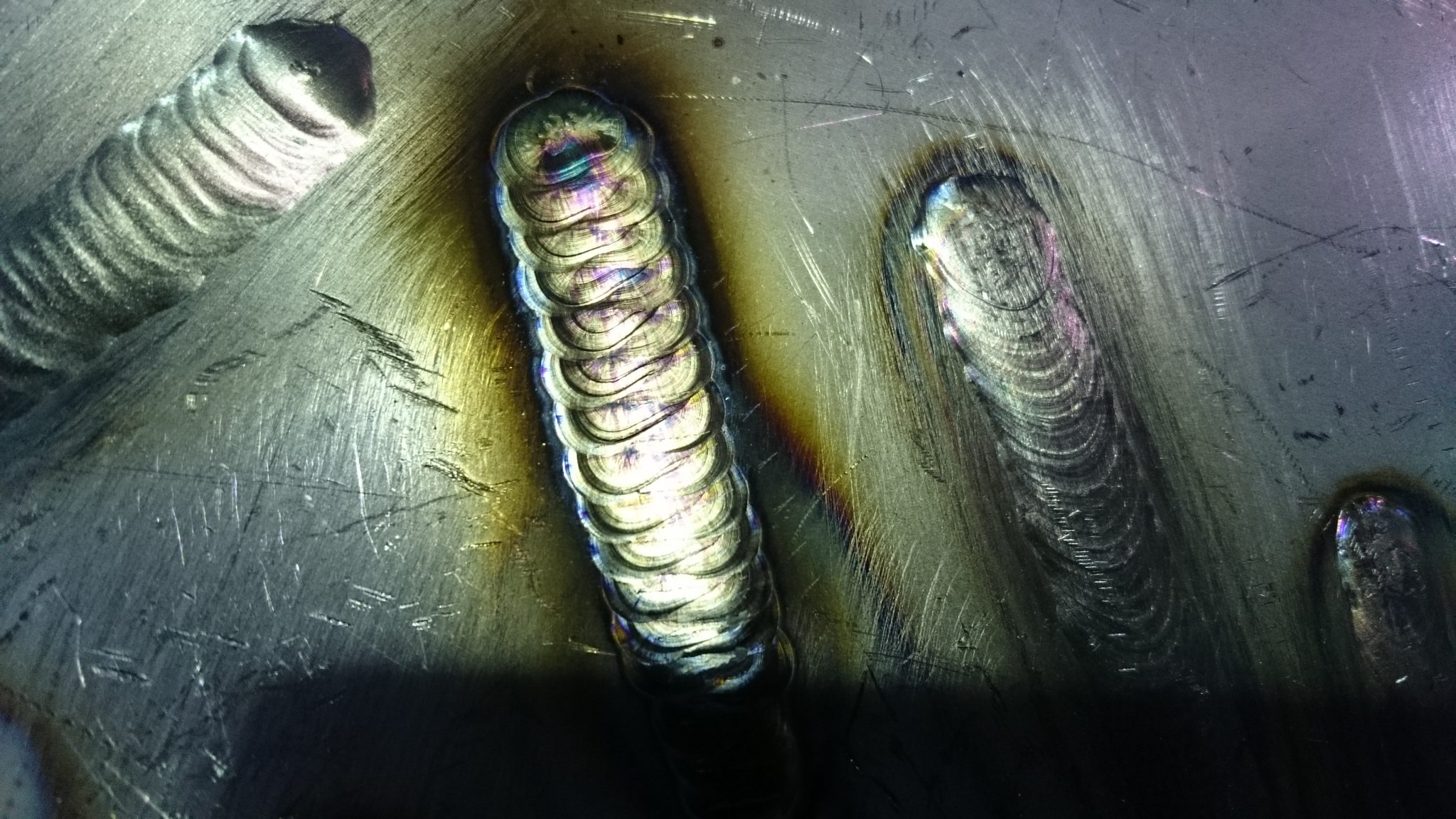
トーチ角度がしっかりしていないと溶接ビードが綺麗になりません。。。トーチ角度を適切な角度(15°くらい)で溶接しましょう。。。
溶接ワイヤーの挿入角度
溶接ワイヤー挿入角度がしっかりしていないとうまくワイヤーを挿入できません。試してみるとすぐわかると思いますが、ワイヤー挿入角度を60°くらいで挿入するのは非常に難しいと思います。適切な角度(15°~25°)で挿入しましょう。。。
ワイヤーの送り
TIG溶接ではワイヤーを溶接しながら送りだしていかなくてはいけません。はじめのころは非常に難しいと思いますが、無理やりにでも送りながら溶接することをおすすめします。そうすれば自然と送りだせるようになると思います。。。
その他ためになる動画
最近ユーチューブでためになる溶接動画がたくさんあります。ただローリング溶接関連が多いですよね、確かに溶接している姿はカッコいいんですが、ローリングを自宅で使うことはまず無いです。。。完全にプロ向けというか配管や厚物をする溶接法です。薄物でローリング。。。したら変形して終わりますね。。。
私も結構ローリング使いますがそんなに需要あるのかな。。。?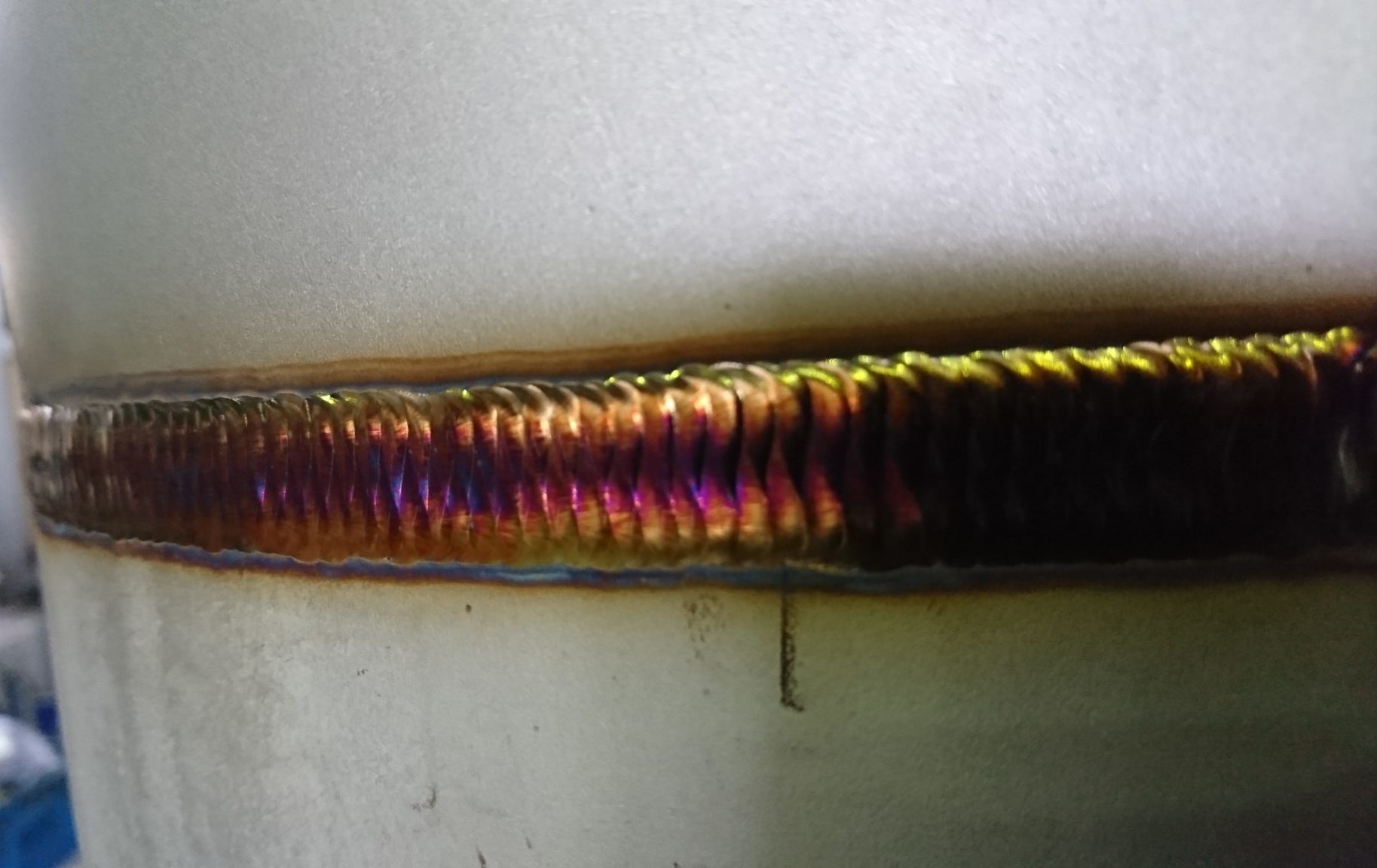
おそらく家庭でやる溶接は薄物(1mm~5mm)が多くなると思うので参考にするなら溶接協会の動画が一番いいと思います!
変な知識を覚えるとあとあと苦労するのでしっかりした知識を覚えましょう!溶接協会の動画なので、なんだかんだいって説得力が違いますよね(笑)
ただこの動画 パルスについて説明がないのが残念です、確かに説明するの大変だと思いますが。。。
パルスを思い道理に使いこなせればTIG溶接が非常に楽になります。
パルスの使い方は簡単に言えば電流の制御です。これは何と言っても経験です!たくさん使えばコツがつかめてきます。
パルスの知識
スポンサーリンク

一般的に薄板や裏波を出す溶接をする時に使います。プロの方はこの裏波を出すのに使うというのに色々な考えがある事でしょう。だからTIG溶接は面白いですよね。。。
パルスとは、周期的に電流に強弱をつけることで深い溶け込みが得られる機能のことです。
パルスの単位はHZ(ヘルツ)で表示され、0.5HZに設定した場合は2秒間に1回の間隔で高い電流(パルス電流)と低い電流(ベース電流)を流します。
ローパルス(低い周波数0.5~10 HZ程度)に設定した場合の使い方です。ここにパルス幅の調整もすることが出来ます。
板厚違いの溶接では、一定の電流で溶接しようとして、厚板側に電流を合わせると薄板が溶け落ち、薄板側に合わせると厚板が溶けません。
パルスを使用すると上の電流で厚板を溶かし、下の電流で冷やす、そうすることで薄板も溶け落ちることなく溶接が可能になります。
ギャップのある溶接では、一定電流で溶接すると大きく穴が開いてしまうだけですが、上の電流で一瞬だけ母材を溶かし、下の電流で冷やす事でキレイに溶接出来ます。
知識が分かったらシンプルです。パルス溶接で簡単なやり方は下の電気を下げれるだけ下げる、上の電気は綺麗に付くようになるまで少しずつあげる。これだけです(笑)ここで溶け込みが~とか言い始めるときりが無いのでシンプルに考えましょう。ただあまりに弱く溶接すると溶接が取れるので気をつけてください。。。この辺の溶け込みなどは感覚と経験です。
実際初めのころは何から使えばいいか分からないと思いますので、ほんの目安程度ですが2HZ 幅50%くらいで使い始めるのがいいと思います。2HZくらいでだいたいの物を綺麗に溶接できると思います。。。幅は初めのころはなるべくいじらず50%で使った方がいいと思います。幅を変にいじるとうまく溶接できないと思います。。。
HZと電気の設定はTIG溶接の場合この板厚ならこの条件が正解って言うのが非常に難しいです。なぜならTIG溶接は半自動溶接と違い色々なサイズのワイヤーを自分で選択し挿入しなければいけないため人によって条件が全然違うからです。。。
TIG溶接って面白いのが溶接している業種によってやり方や考え方が色々違うのです。製缶屋、配管屋、板金屋、雑貨屋など独自に考え品物、製品に合わせて独自に溶接しています。なのでなおさら正解がこれって言うのが難しい。このオヤジは色んな職人さんと仕事したり色んな業種の溶接を経験した事があるのでこう思います。。。みんなそれぞれの業種別に溶接に求める正解が違います(笑)
個人的には溶接する物を見て電気設定をイメージ出来、溶接機を上手く使うことが出来ればTIG溶接工として一人前なんじゃないかと思っています。妻にもそのレベルになって欲しいです。。。私の指導力次第ですね。。。
すごい上から目線。。。そんなにお前は出来るレベルなのかって?
そう。。。私は出来る気になっています。。。(笑)
ステンレス電流調整の目安にどうぞ。。。

1mm 30-60A
2mm 70-100A
3mm 110-150A
4mm 120-180A
5mm 150-200A
アルミ二ウム電流調整の目安に。。。
1mm 50-60A
2mm 60-90A
3mm 100-140A
4mm 140-180A
5mm 160-200A
各材料別にやり方やコツを記事にしてあります。興味がありましたらご覧下さい。。。
越後オヤジの趣味!自宅でこんなことやっています!是非見ていってください↓