
アルミ二ウムをTIG溶接
TIG溶接工 技量の見せ所!アルミTIG溶接。。。
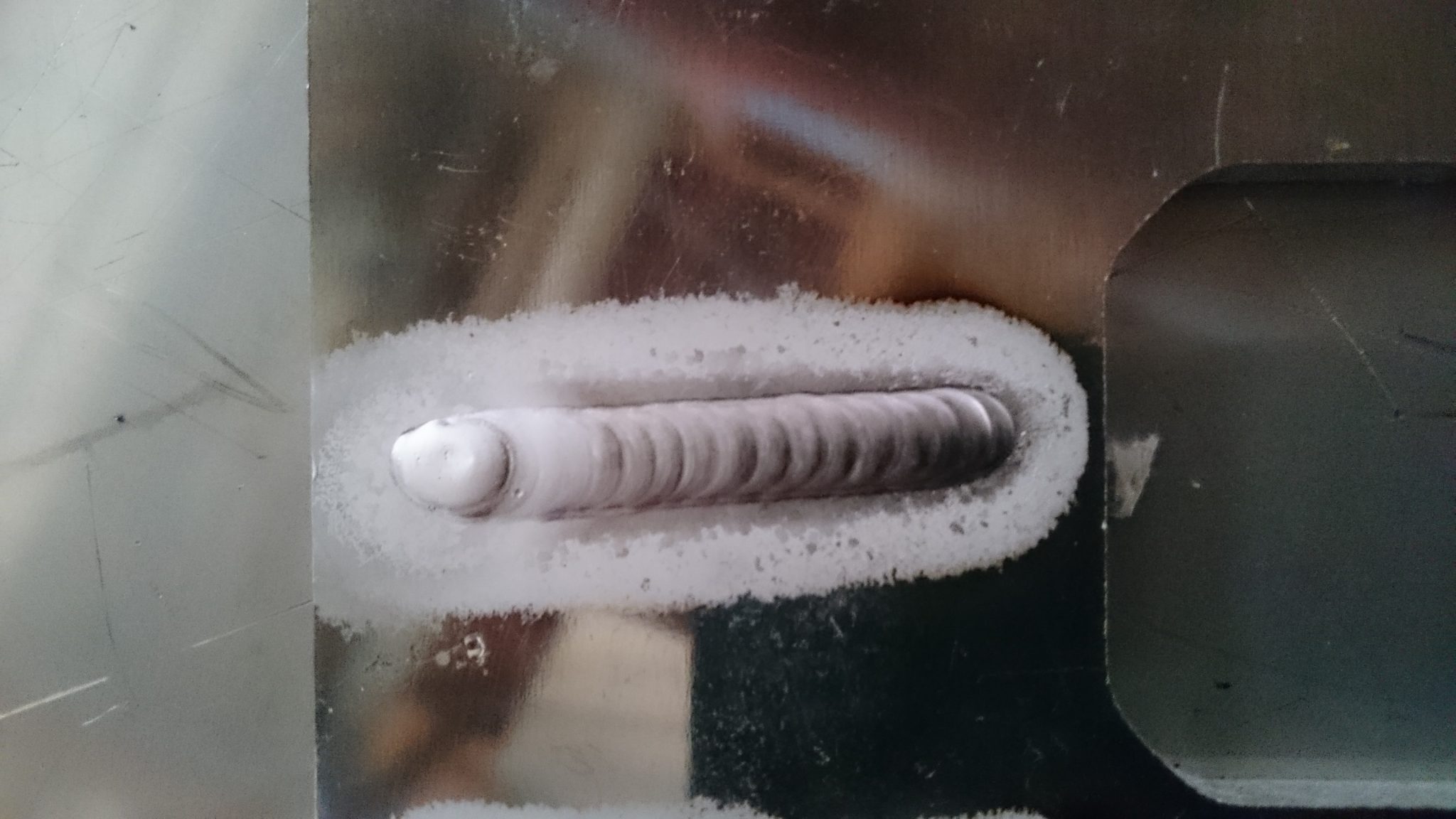 アルミのTIG溶接は個人的に難しい気がします。。。まずステンや鉄と違い基本交流での溶接になります。
アルミのTIG溶接は個人的に難しい気がします。。。まずステンや鉄と違い基本交流での溶接になります。
スポンサーリンク
アルミが難しい理由
材料が汚れている、バリが残っているとまず綺麗に溶接出来ません。
アルミは鉄とステンと違い無理やり溶接するのが難しいです、材料が汚れているとビードにゴミが付いたようになります。それだけでもう溶接として失格です。
バリが付いたまま溶接するとバリがそのまま残り溶けないことがあります。
グラインダーのディスクで研磨した物を溶接する時も注意が必要です。研磨粉も汚れと同じような物でビードが汚くなります。
材料を物凄く綺麗に、丁寧に扱う必要があります。
溶接欠陥が出やすい
とにかくアルミは欠陥が出やすいです。アルマイトがしてある物をそのまま溶接するとほぼ欠陥がでます。
ブローホールを無くすのが困難です。
100%無くすのは本当に難しいと思います。
漏れが出やすい。
アルミは漏れる時があります、大事な物、漏れてはまずい物はカラーチェックを必ず実施しましょう!見た目は綺麗に溶接されていても漏れが出る時があるのです。。。
溶接割れが起きやすい。
まず突き合わせでのともずけはほぼ割れます。。。ワイヤーを必ず盛りましょう。割れの原因はほぼ高温割れと言われていますが、個人的にワイヤーと母材の混ざり量(希釈率)も影響していると思っています。
溶接しずらい
溶接するスピードが一定ではなく、早くしていかなくてはいけない。
アルミは熱伝導がいいので溶接の熱でどんどん母材の温度が上がっていきます、そうすると溶接初めの温度と溶接中の温度が違うので溶け具合が変わってしまうのが原因です。対策は初期電流をあげて母材を温め溶接電流を調整するか初めに溶けるまで動かず待つかです。
タングステンが痛みます。
純タングステンかセリタンを使いましょう。ランタンは痛みが速いです。
アルミ溶接のコツ
とにかく洗浄を良くしましょう。そして洗浄後すぐ溶接するようにしましょう。
クリーニング機能をしっかり使いましょう!
基本50%くらいがいいですが母材が汚い場合高めの方が溶接しやすいです。綺麗な材料の場合初めのうちはクリーニングを下げると溶接しやすいと思いますが、下げすぎると酸化被膜を巻き込み、ブローホールみたな欠陥が出ます。母材を見て判断しましょう。基本は弄らず50%で問題無いと思いますが。。。
ガスレンズの使用は止めましょう!
ガスレンズが痛みます。。。
ガスをケチらない。
アルミはガスをケチると欠陥が多くなることが多いです。ガスは多く出した方がいいと思います。。。
ワイヤー差しっぱなしはしない。
アルミ溶接の場合溶け込みの関係上差しっぱなしはしない方がいいと思います。
習うより慣れです。数をこなせば感覚が分かってきます、ただアルミは溶け込みが浅いと簡単に折れたり割れたりするので注意した方がいいです。。。事実アルミの溶接は結構な技術とノウハウが必要であまり上手な人が居ないと思うので出来るようになると自慢できると思います。。。
電流調整の目安に。。。
1mm 50-60A
2mm 60-90A
3mm 100-140A
4mm 140-180A
5mm 160-200A
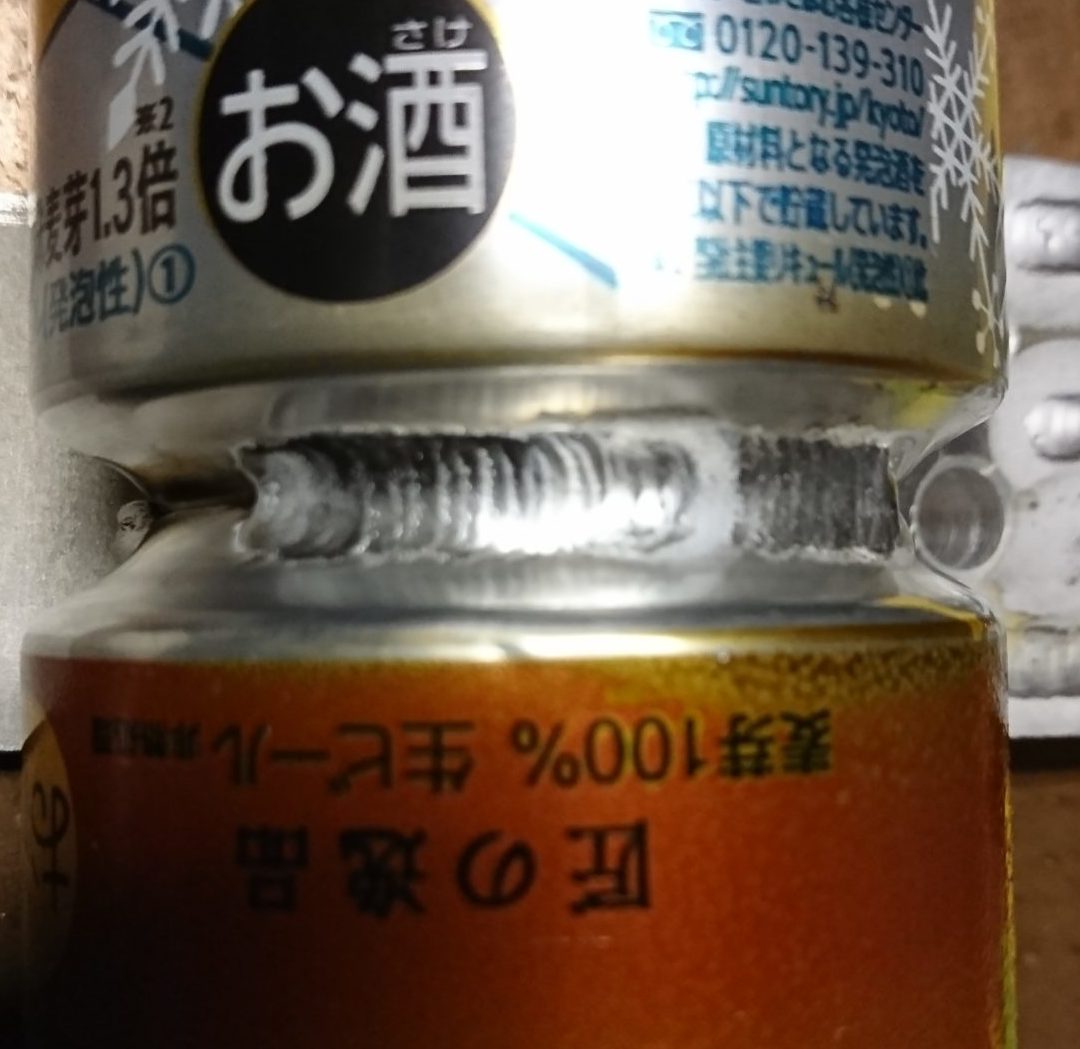 慣れるとアルミ缶など溶接出来るようになります。。。
慣れるとアルミ缶など溶接出来るようになります。。。
アルミの溶接は見た目だけの溶接で判断すると大変な目にあう場合があります。命に関わる物は慎重に考えたうえで溶接した方がいいと思います。