
パルス設定
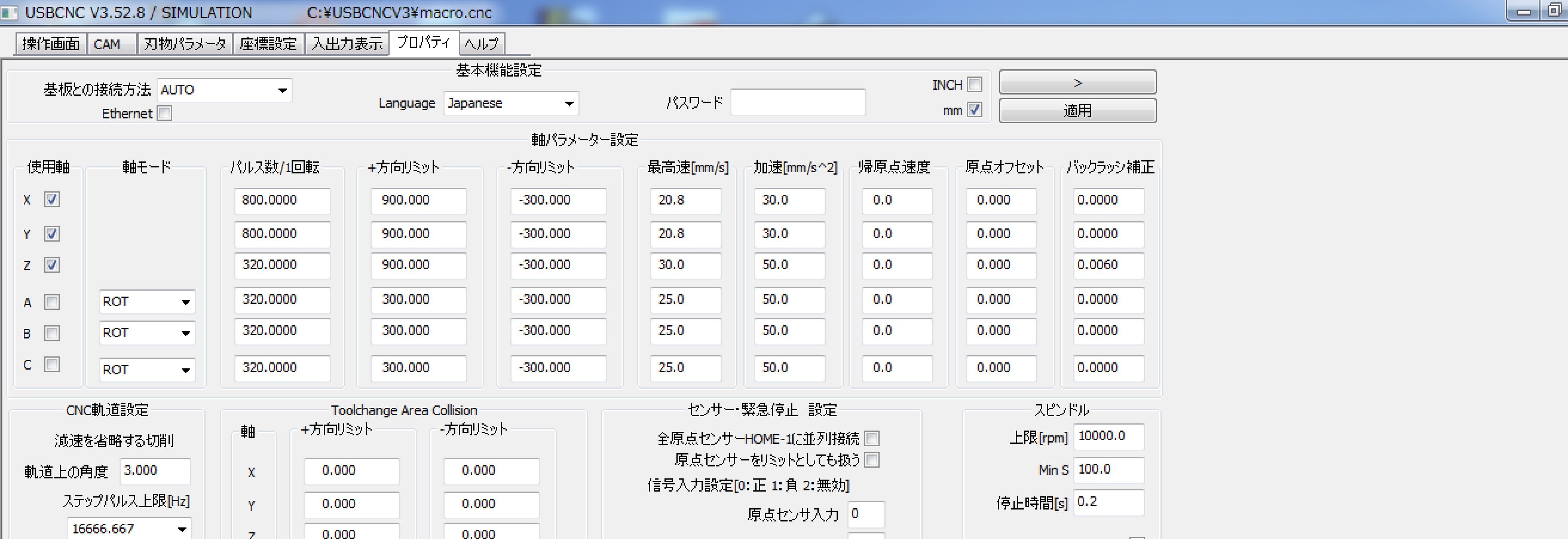
USBCNCのプロパティを開きます。
パルス数/1回転の項に設定単位対(1mm移動)する必要なパルス数を入力します。
モータの取り付け方向によっては回転を反転する必要があります。
このときは反転する軸の数値をマイナスで打ち込みます。
既存の台形ねじはリード2だと思います、2相のステッピングモーターで1/16マイクロステップで使用する場合。
送りねじは1回転で2mm進み、
モーターは200パルスで一回転しパルスを16分割するので一回転するのに必要なパルスは
200/(1/16)=3200
1mm進ますのに必要なパルス数は
3200/2=1600
1600を入力します。
私のボールねじの場合、Z軸はリード5 X軸Y軸はリード4なので
リード4の場合
200/(1/16)=3200
3200/4=800
リード5の場合
200/(1/16)=3200
3200/5=640
になります。設定したら、ダイヤルゲージを当てて繰り返し精度が出ているか確認しましょう。
スポンサーリンク
パルスは計算どうりなのに繰り返し精度がおかしい時はカップリングやねじの締め付けを疑ってください。
私は急に繰り返し精度がおかしくなったことがあり原因を探していたらねじが緩んで繰り返し精度がおかしくなっていた事がありました。。。
最高速 加速設定
最高速は言葉のとうり最高速です。数値をあげればG00やG94で動く最高速の設定です。ここは様子をみて決めましょう。
加速設定は最高速を加速設定で割った数値が最高速に達するまでの時間になります。加速を大きくするとちびちび動くのが速くなるのでおすすめです。あまり早くしすぎると脱調したことがあるのでほどほどに(笑)
バックラッシュ補正
言葉のとうりバックラッシュの補正する値を入力します。
私のバックラッシュの測定の仕方はダイヤルゲージ使いテーブルに当てメモリを0に合わせます、そしてジョグ操作で1mm動かし1mm戻します、そうするとダイヤルゲージの数値は1mmにはならないと思います。この足りない数値がバックラッシュです。足りない数値をバックラッシュ補正に入力しましょう。この時の値が0.2を超えるのは良くないようです、機械を調整し0.2以下にしましょう。台形ねじでもスリ割りを調整すれば0.2以下にはなります。
これで最低限動きます。