
ステンレスをTIG溶接。。。
ステンレスTIG溶接は私の最も得意としている溶接で一番好きな溶接です!この溶接だけは絶対に極めたいと思っています。。。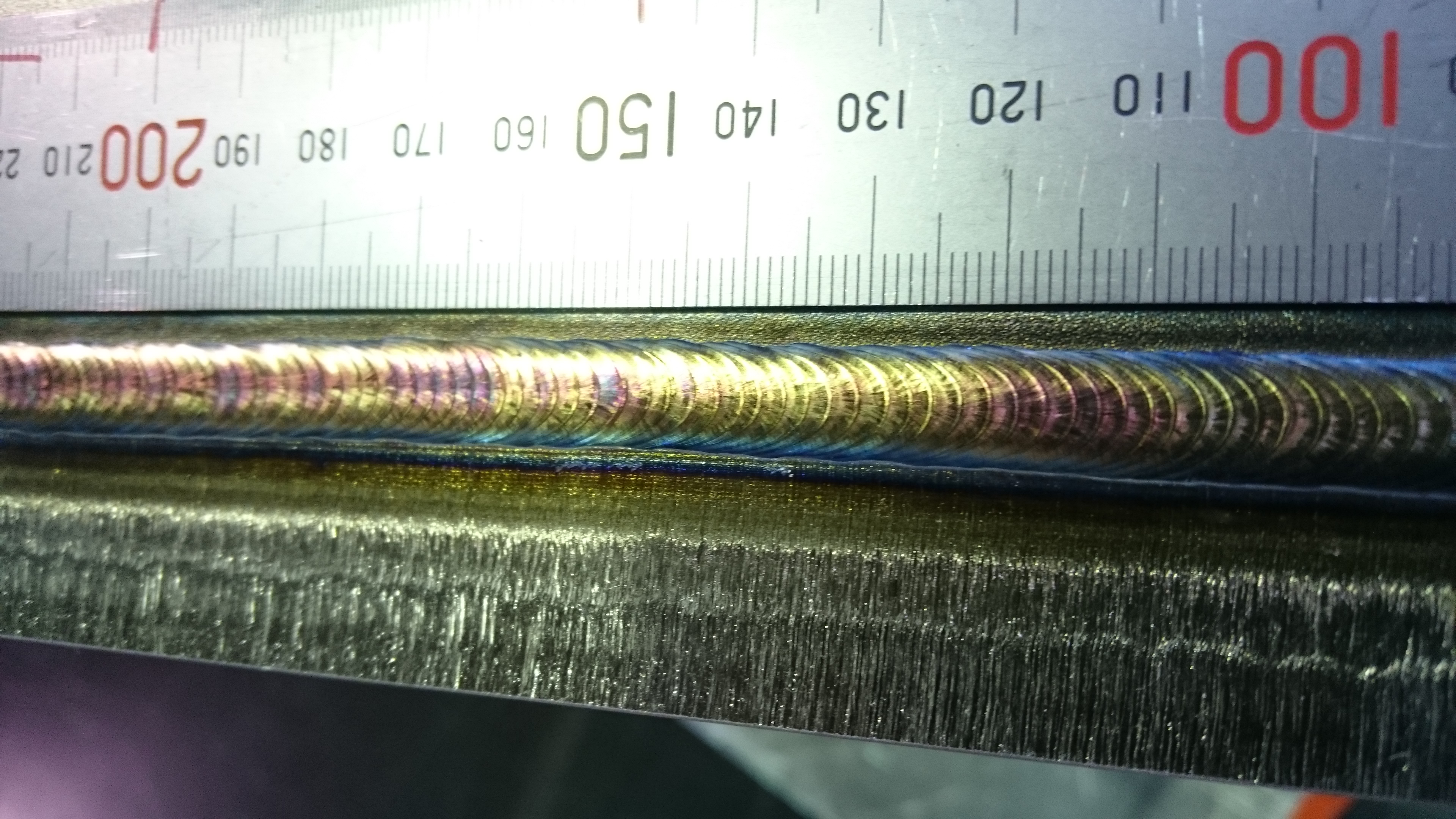
スポンサーリンク
ステンレスのTIG溶接は個人的に最も溶接しやすいと思っています。
鉄のTIG溶接と違い黒皮や油が基本的にない、汚れの心配はありますが洗浄すれば気持ちよく溶接出来ます。そして煙がほぼ出ません。ヒュームは出るのでマスクはしなければいけませんが。。。
ステンレスは溶接効率を気にする物、レーザーでやる薄物以外はだいたいTIGで溶接されていると思います。
ただステンレスはものすごく歪みが出ます。430や310はそこまで歪みませんが。。。ここではオーステナイト系304 316について語ります。
個人的にステンレスの溶接は歪みとの戦いだと思っています。まさに経験が物を言う世界。いっぱい経験を積みましょう。。。
ステンレスを溶接するコツ
溶接ワイヤーのコントロールを極めましょう!ワイヤーを常にプールの端を狙って突っ込めるようにします。またつんつんしないで差しっぱなしの盛り方もマスターした方がいいでしょう。溶け込みを重視しない物に使います。また配管の最終層にも使われます、ローリングの動画では定番ですね!そしてワイヤーの送りをマスターしましょう!
ステンレスは熱伝導が悪く熱が回りにくいのでアルミのように溶接を早くする必要はないです。均一なビードを出せるようにプールを良く見て溶接しましょう。
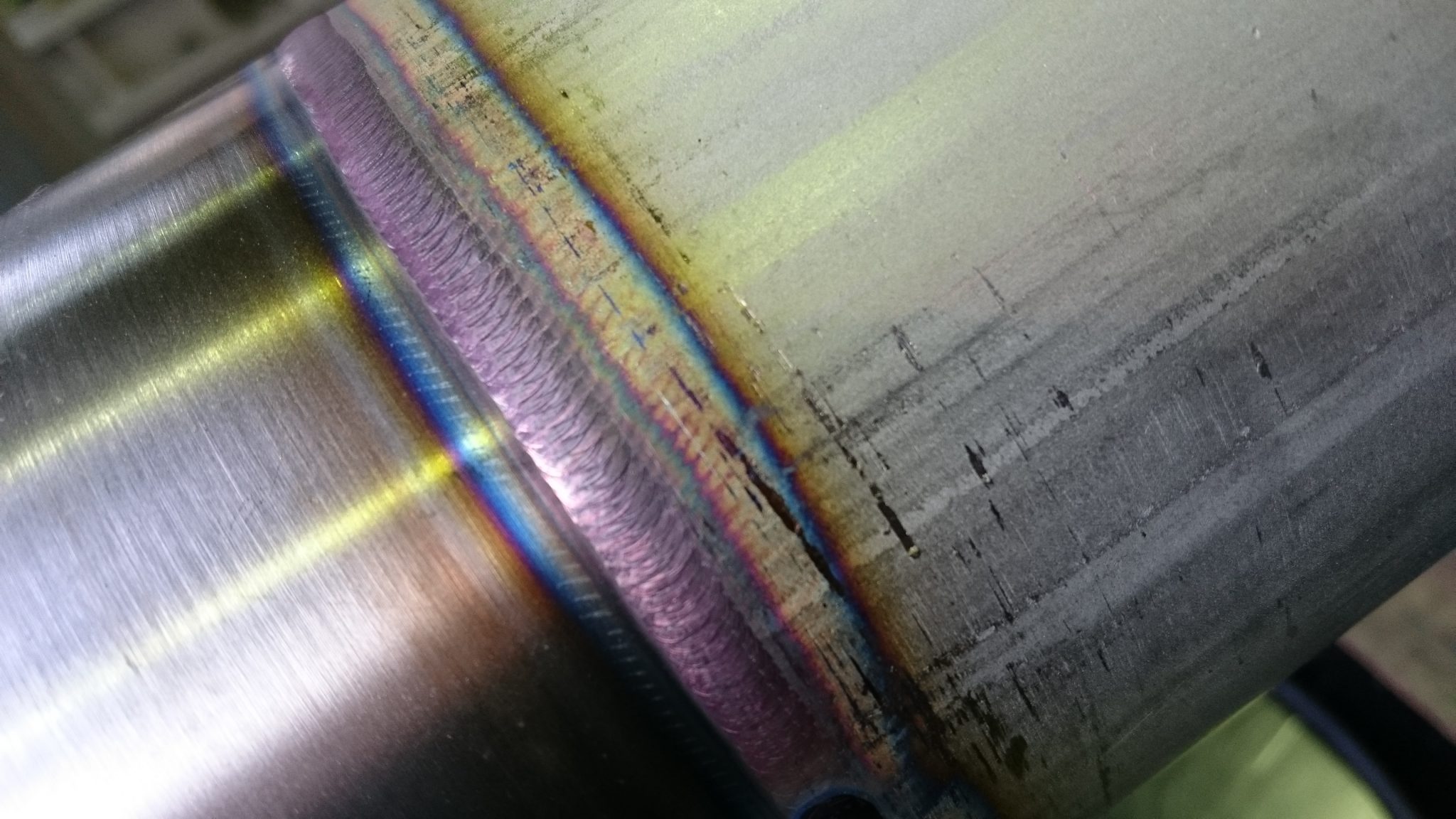
薄物はバックシールドがないとステンレスは酸化するのでバックシールド(裏ガス)しましょう、ガスレンズを使用するとビードの酸化を防げるので是非採用した方がいいです。またガスレンズを使用した方が圧倒的に溶接性がいいですよ!
昔親方様にガスレンズに頼るのはへたくそだと言われたことがあります。。。そんな考え方は論外なので積極的に使った方がいいでしょう。。。

ともずけ、肉盛りともに比較的に溶接性がいいので練習すればかならずうまくなります!
ステンレスはともずけ大丈夫です。ただ強度が必要な場所はともずけしない方がいいでしょう。。。
自宅でステンレスを溶接する機会がある方はおそらくは薄物だと思うので、とにかくパルスを使用し、なるべく熱をかけないように溶接することをおすすめします。。。マフラーなんかはほぼパルスを使用し溶接されています。初心者の方は1.5HZ50%くらいで溶接すればマフラーぽいビードが出来ると思います。ただ薄物は難しいので実物をする前に試し溶接をおすすめします。。。
電流調整の目安に。。。
1mm 30-60A
2mm 70-100A
3mm 110-150A
4mm 120-180A
5mm 150-200A
ステンレス溶接でお困り事は是非一度御連絡ください!