
必要な物
モーター取り付け板、二個 ステッピングモーター、二個 カップリング、二個 ピローブロック、二個 カラー長い物、八個 短い物、四個 が必要になります。
私が購入した物
ステッピングモーター PK268 02Bです、何度もおすすめしていますが、、、おすすめです。
カップリング モータ側φ6.35 送りねじ側φ8の物を使用しました、長さはお好みで。注送りねじのφは違う場合があるかもしれないので測定を
ピローブロック UFL08 これも送りねじのφに合わせてください。
カラー 取り付け板はそれぞれ図面化します。
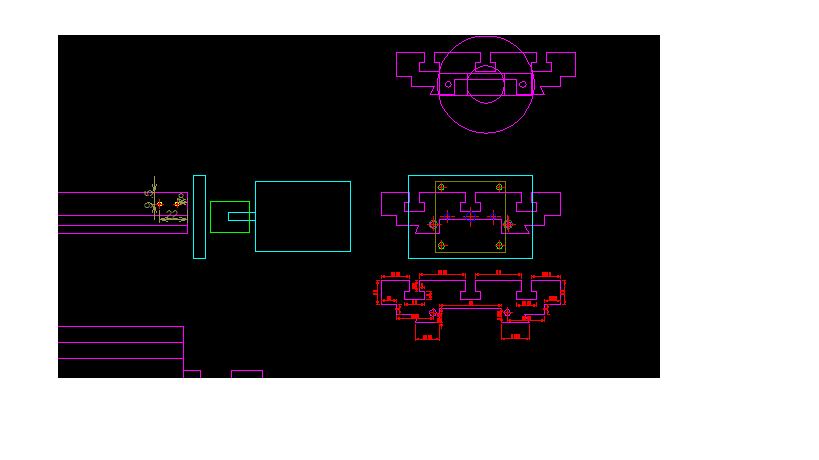
図面化
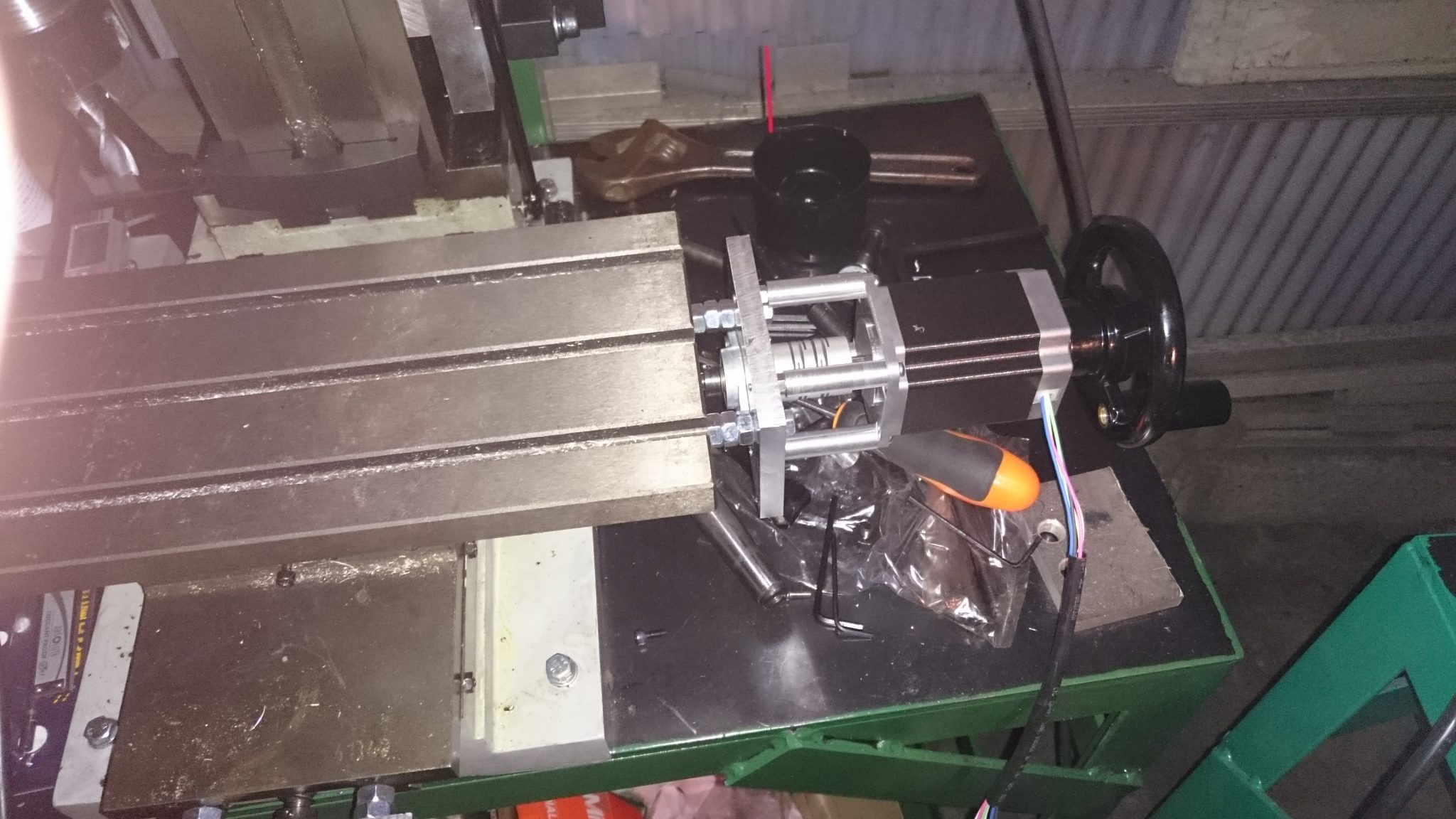
完成写真↑
図面化する時の考え方は送りねじの中心上にピローブロック カップリング ステッピングモーターがくるように設計します、そして送りねじがナットに垂直になるようにしなければいけません、ここはかなり重要です。理由はバックラッシュを少なくするためにナットのスリ割りを調節する為垂直になっていないとバックラッシュ調整が出来なくなります。そしてカミソリを強く利かせる事ができません。もともと強くするとバックラッシュが多くなるので強く出来ないのですが。。。
まずはテーブルをバラし測定しましょう。
スポンサーリンク
テーブルに空いてるハンドル固定ねじを利用しここから位置を決めていきます。
ピローの位置がしっかりしていればステッピングモーターと送りねじの多少のずれはカップリングが吸収してくれます。
そこまでシビアに難しく考えなくても壊れませんし動きますから安心を。。。
カラーの長さはカップリングの長さによって変わります、もしカラー作るのが面倒ならナットを重ねて使用するのも邪道ですが使えました。見た目は悪いですね(笑)
X軸Y軸共に同じ考えで設計していきます。
ちなみに私の台形ねじ時のX Y軸のバックラッシュ値は0.15でした。それなりに切削精度は出たのですが、カミソリを強く利かせられないのでこの調整は難しかったです。
これで三軸揃ったので動かせます。。。これからはCAD CAMを覚えましょう。
ちなみに送りねじをボールねじに変えるとフライス盤が生まれ変わります!
カミソリを強く利かせることができ、バックラッシュ値も100分台になります。切削精度も台形ねじの時とは比べ物になりません。費用は10万以上掛かりますが価値はあります。